


波峰焊-点拉尖产生的解决方法
发布时间 : 2021-02-04 阅读量:2774 打印本页 收藏此页
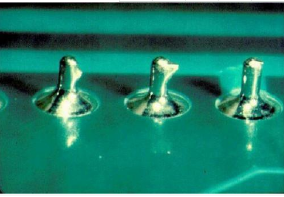
波峰焊点拉尖是线路板经过波峰焊接时波峰焊点上的焊料呈乳石状或水柱形状,把这一形态说为拉尖。其本质就是焊料受重力大于焊料内部应力产生,产生的原因,我们进行如下几点分析:
(1)助焊剂不良或量太少:这个原因将导致波峰焊焊料在待焊点表面无法发生润湿,且焊料在铜箔表面的漫流性极差,此时会在PCB板上产生大面积的拉尖。
(2)传送角度过低:PCB传送角度过低,波峰焊焊料在流动性相对差的情况下容易在焊点表面堆积,焊料冷凝过程中终因重力大过焊料内部应力,形成拉尖。
(3)焊料波峰流速:焊料波峰对焊点冲刷力过低,焊料的流动性在差的状态下,尤其是无铅锡,焊点会将大量的焊点吸附上,易造成焊料过多,产生拉尖。
(4)PCB传送速度不合适:波峰焊传送速度的设定一定要满足焊接工艺要求,如果速度适合焊接工艺,则拉尖的形成可与此项不相干。
(5)浸锡过深:浸锡过深会造成波峰焊焊点在脱离前助焊被完全焦化,因PCB板表面温度过高,在PCB脱锡焊料会因漫流性变差在焊点上堆积大量焊料,形成拉尖。应适当减少吃锡深度或加大焊接角度。
(6)波峰焊预热温度或锡温偏差过大:过低的温度会使PCB进入焊料后,焊料表面温度下降过多,导致流动性变差,大量的焊料会堆积在焊点表面产生拉尖,而过高的温度会使助焊剂焦化,使焊料的润湿性及漫流性变差,可能会形成拉尖。












